工业物联网(Industrial Internet of Things, IIoT)是制造业数字化、智能化转型的核心驱动力,其本质是通过连接物理设备、传感器、软件系统与人员,实现生产全流程的数据采集、传输、分析与优化,最终打破 “信息孤岛”,推动制造业从 “经验驱动” 向 “数据驱动” 升级。
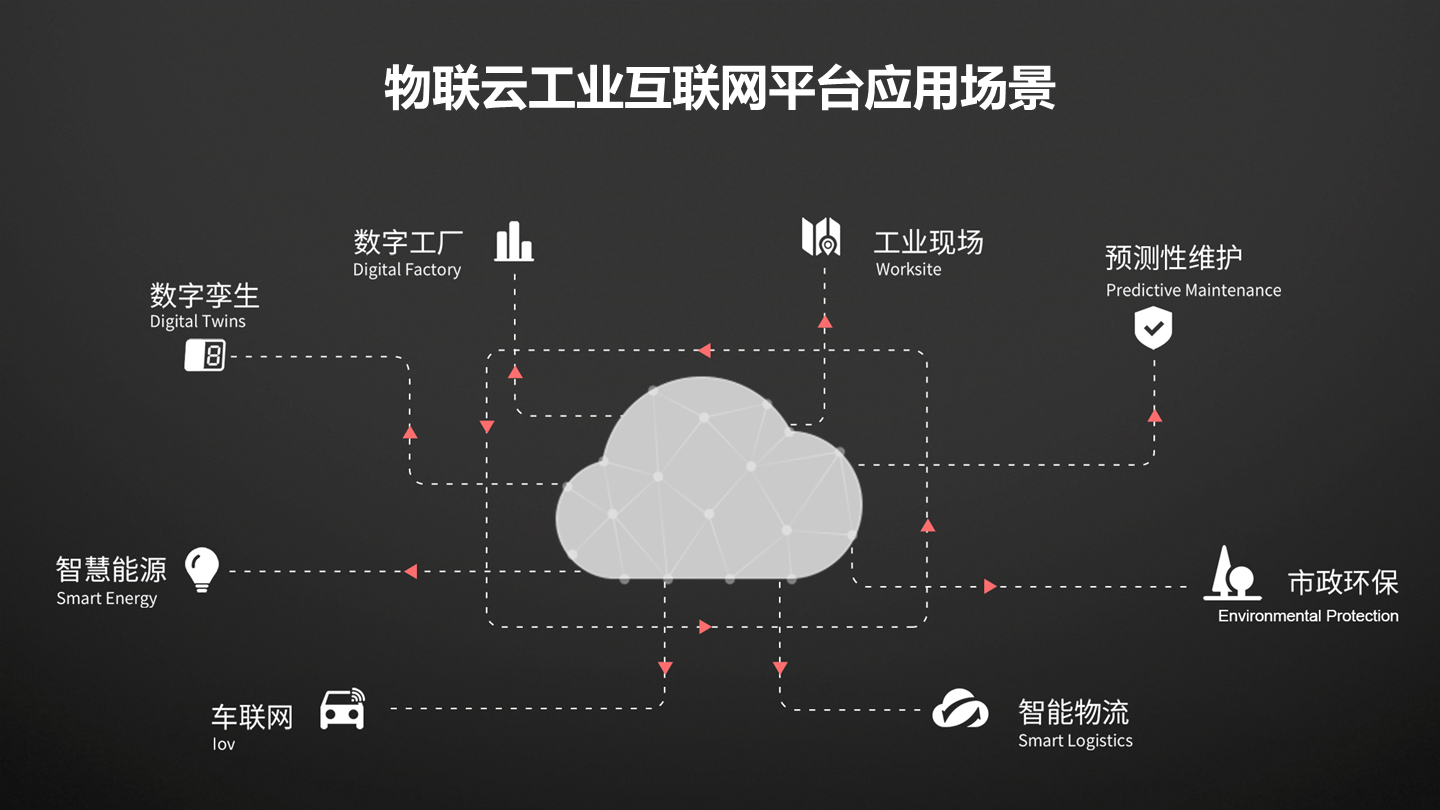
一、IIoT 在制造业的核心应用场景
IIoT 的价值贯穿制造业 “研发 - 生产 - 物流 - 服务” 全链路,以下是最典型的落地场景(附具体案例):
1. 设备全生命周期管理:从 “被动维修” 到 “预测性维护”
制造业核心设备(如机床、机械臂、压缩机)的停机将直接导致生产中断,传统 “事后维修” 或 “定期保养” 存在效率低、成本高的问题。IIoT 通过传感器 + 数据分析实现设备状态的实时掌控:
数据采集:在设备关键部位(如轴承、电机)安装振动、温度、压力、电流传感器,实时采集运行参数;
预测性维护:通过边缘计算 / 云端算法分析数据,识别设备异常趋势(如振动频率异常预示轴承磨损),提前推送维护预警;
远程监控:支持跨厂区 / 跨地域设备的远程状态查看(如车企海外工厂的冲压设备),无需人工现场巡检。
案例:西门子某工厂通过 IIoT 监测机床运行数据,将设备故障停机时间减少 30%,维护成本降低 25%。
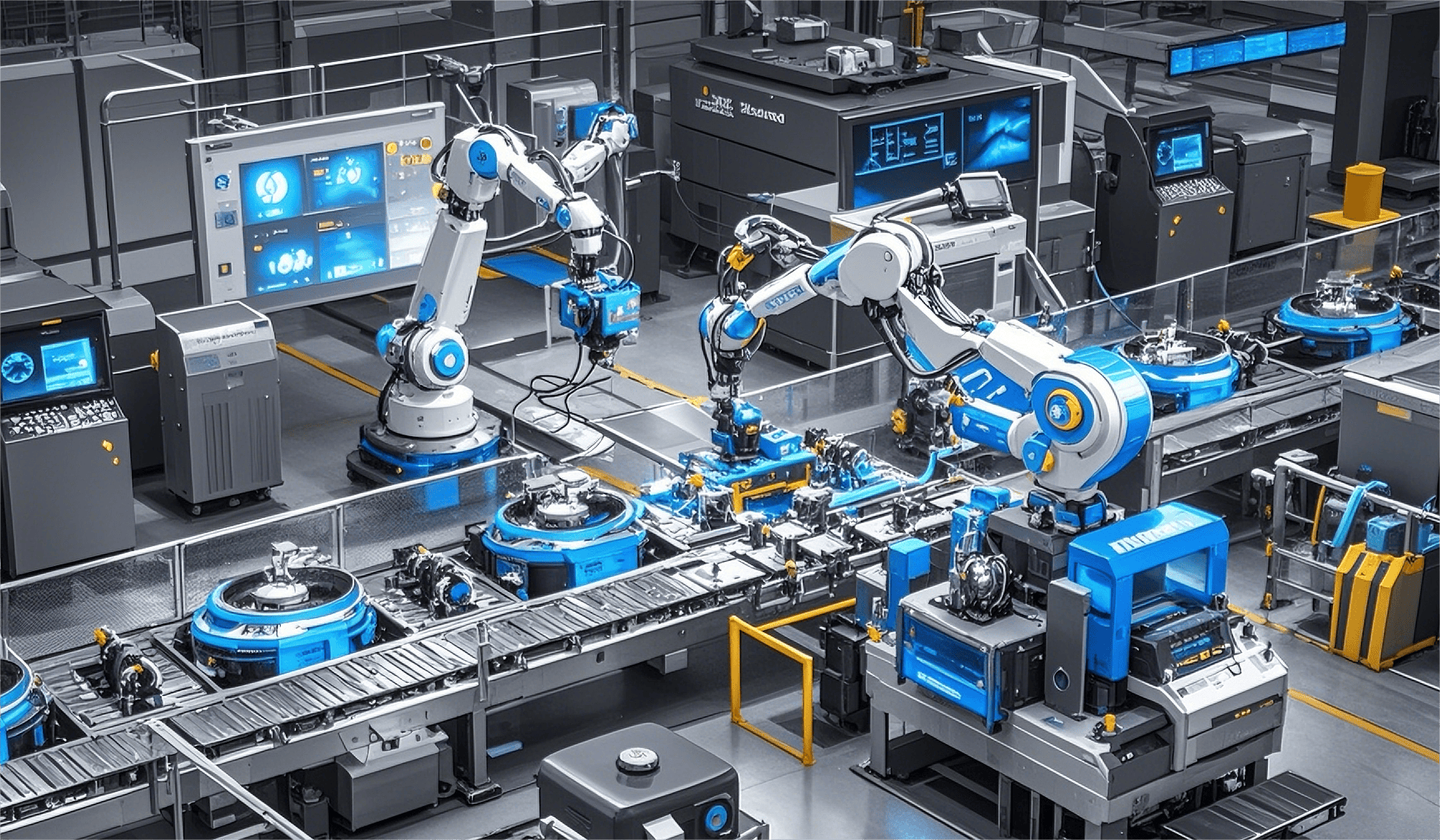
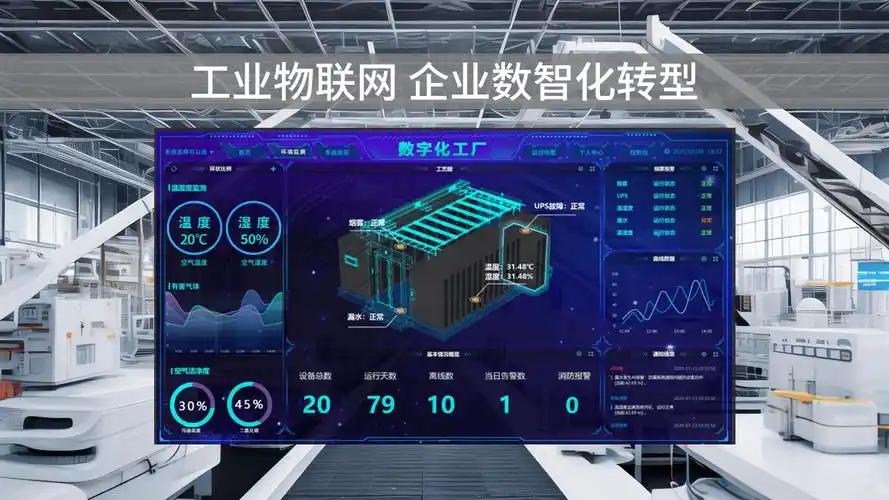
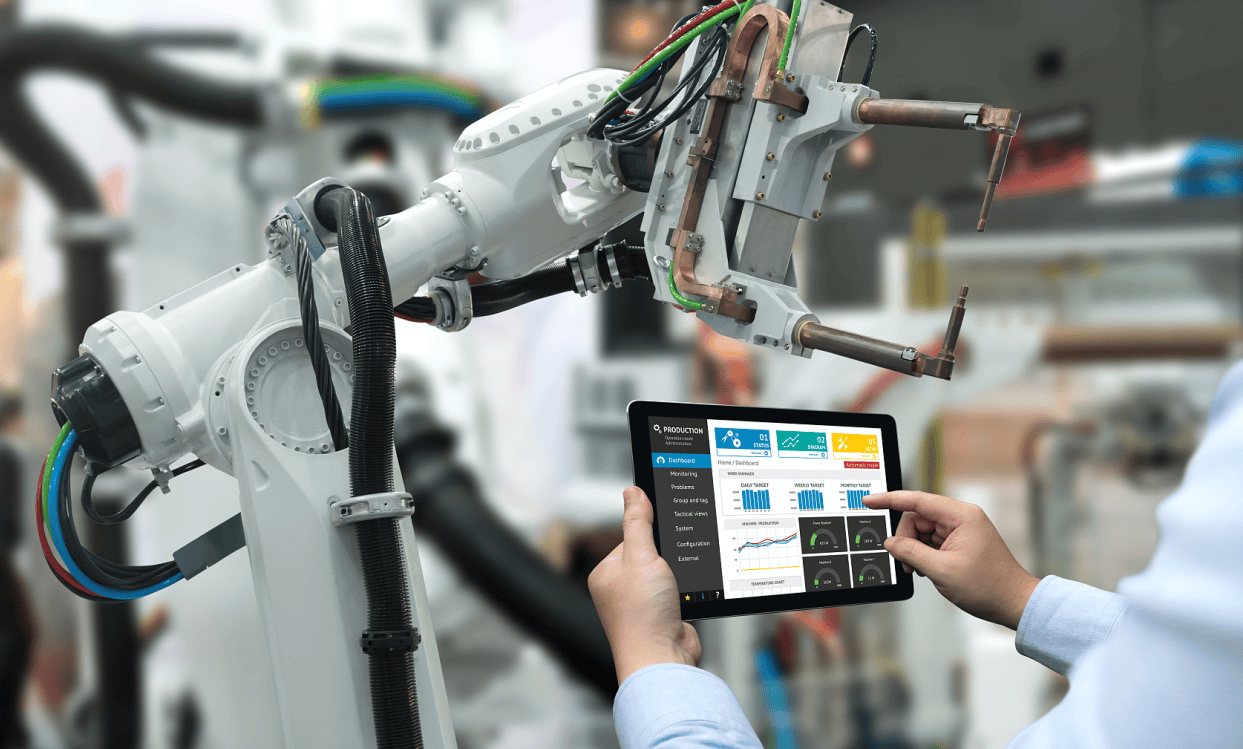
2. 生产过程实时优化:从 “黑箱生产” 到 “透明可控”
传统生产过程中,工序进度、物料流转、设备协同等信息多依赖人工记录,存在滞后性。IIoT 通过全链路数据打通实现生产过程可视化与动态调度:
实时监控:在生产线安装视觉传感器、RFID 标签、PLC(可编程逻辑控制器),实时采集工序进度、物料位置、工艺参数(如焊接温度、注塑压力);
动态调度:当某工序出现瓶颈(如某台机械臂故障),系统自动调整后续工序的设备分配或物料流转路径,避免产能浪费;
能耗优化:实时监测车间能耗(如机床、空调、照明),识别能耗高峰与浪费点(如非生产时段设备空转),自动优化运行策略。
案例:丰田某汽车工厂通过 IIoT 连接 2000 + 台生产设备,实现生产数据秒级更新,生产线响应速度提升 40%,单位产品能耗降低 15%。
3. 全链路质量管控:从 “事后检验” 到 “实时防错”
传统质量管控依赖 “抽样检验”,易遗漏缺陷品,且无法追溯问题根源。IIoT 通过数据追溯 + 实时检测实现质量闭环管理:
实时缺陷检测:结合机器视觉传感器(如高清摄像头、光谱分析仪),对产品外观(如划痕、尺寸偏差)、性能参数(如电路板导通性)进行 100% 在线检测,比人工检测效率提升 10 倍以上;
质量溯源:为每个产品 / 零部件分配唯一 “数字身份证”(如 RFID / 二维码),记录生产过程中的设备、人员、物料、工艺参数,一旦发现缺陷,可快速定位问题环节(如某批次原材料不合格);
根因分析:通过历史质量数据与生产参数的关联分析,识别质量问题的核心诱因(如某工艺温度过高导致产品变形),反向优化工艺标准。
案例:富士康某电子工厂引入 IIoT 质量检测系统,将产品不良率从 1.2% 降至 0.3%,质量追溯时间从 2 小时缩短至 5 分钟。
4. 供应链与库存智能协同:从 “经验备货” 到 “动态匹配”
制造业供应链涉及 “原材料 - 零部件 - 成品” 的多环节流转,传统模式易出现 “库存积压” 或 “物料短缺”。IIoT 通过全链路追踪 + 需求预测优化供应链效率:
物料追踪:在原材料 / 零部件包装上安装 GPS / 温湿度传感器,实时监控运输位置、环境条件(如医药原料需低温运输),避免物料损耗或延误;
动态库存:通过 IIoT 连接仓库货架传感器、AGV(自动导引车),实时更新库存数量(如零部件库存低于安全阈值时自动触发采购),减少库存积压;
需求协同:将生产计划、订单数据与供应商系统打通,供应商可实时获取车企的零部件需求,实现 “JIT(准时制)供应”。
案例:海尔 COSMOPlat 平台通过 IIoT 连接 1000 + 家供应商,实现原材料库存周转率提升 30%,供应链响应时间缩短 40%。
5. 柔性生产:支持 “多品种、小批量” 订单
消费需求个性化推动制造业从 “大规模量产” 向 “柔性生产” 转型,IIoT 是实现柔性生产的核心技术支撑:
设备柔性:通过 IIoT 实现设备参数的自动切换(如服装工厂的裁剪机可根据订单需求,自动调整裁剪尺寸与图案);
工序柔性:系统根据订单变化,自动优化生产工序(如某家电工厂接到定制化冰箱订单后,IIoT 系统自动调整组装工序,匹配特殊零部件的安装需求);
人员协同:通过移动端 APP 向工人推送实时生产任务(如某工序的工艺要求、物料位置),实现人机协同效率提升。
案例:美的某智能家居工厂通过 IIoT 实现 “1 条生产线生产 50 + 种产品”,订单交付周期从 28 天缩短至 12 天。
二、IIoT 为制造业带来的核心价值
价值维度 | 具体表现 | 数据参考(行业平均水平) |
降本 | 减少设备停机成本、降低维护成本、减少库存积压、降低能耗 | 设备维护成本降低 20%-40%,库存成本降低 15%-30% |
提效 | 提升设备利用率、优化生产调度、缩短生产周期 | 设备利用率提升 15%-25%,生产周期缩短 20%-35% |
提质 | 降低不良率、实现质量追溯、优化工艺标准 | 产品不良率降低 30%-50%,质量追溯效率提升 80%+ |
柔化 | 快速响应个性化订单、支持多品种小批量生产 | 订单响应速度提升 30%-50%,生产线换型时间缩短 40% |
绿色 | 实时监测能耗 / 水耗、优化能源利用、减少污染物排放 | 单位产品能耗降低 10%-20%,碳排放减少 15%-25% |
三、支撑 IIoT 落地的关键技术
IIoT 在制造业的应用依赖多技术协同,核心技术包括:
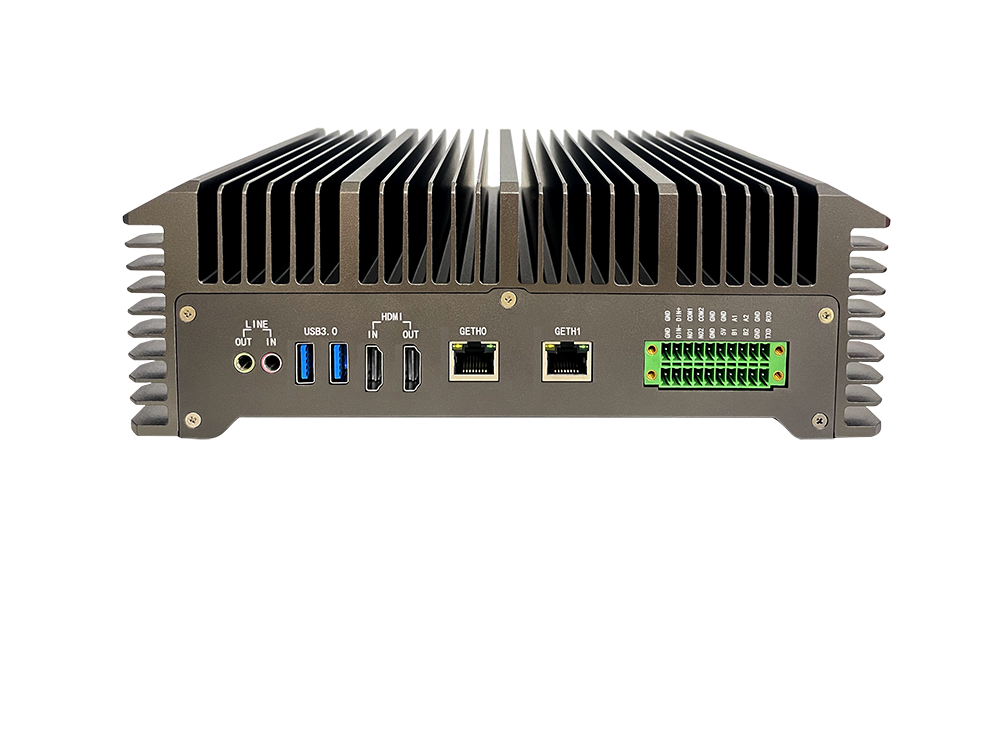
感知层:传感器与 RFID
是 IIoT 的 “神经末梢”,负责采集物理世界数据(如温度、振动、位置),制造业常用传感器包括:振动传感器(监测设备故障)、视觉传感器(质量检测)、温湿度传感器(物料存储)。
网络层:高可靠通信技术
需满足制造业 “低延迟、高可靠、大连接” 需求,主流技术包括:5G(支持毫秒级延迟,适合远程控制)、工业以太网(如 Profinet、EtherNet/IP,适合车间内设备互联)、LoRa(适合低功耗、远距离的物流追踪)。
边缘计算:实时数据处理
制造业对数据处理的 “实时性” 要求极高(如设备故障需秒级响应),边缘计算将部分数据分析任务在 “靠近设备的边缘节点” 完成,避免数据传输至云端的延迟,同时减少云端数据压力。
平台层:工业互联网平台
是 IIoT 的数据中枢,负责数据存储、管理与协同(如西门子 MindSphere、GE Predix),支持跨设备、跨车间、跨企业的数据整合。
应用层:AI 与数字孪生
AI:通过机器学习算法分析 IIoT 数据(如设备故障预测模型、质量缺陷分类模型),实现 “预测性” 决策;
数字孪生:构建物理设备 / 生产线的虚拟模型,实时映射物理状态(如宝马工厂的数字孪生生产线,可提前模拟工艺调整效果,避免物理试错成本)。
四、IIoT 在制造业落地的核心挑战
数据安全风险
制造业数据(如工艺参数、生产计划)属于核心机密,IIoT 连接大量设备后,数据传输与存储的安全风险升高(如黑客攻击导致生产线停摆、核心数据泄露)。需通过 “数据加密、访问权限控制、边缘计算隔离敏感数据” 等手段防范。
设备兼容性问题
制造企业存在大量 “老旧设备”(如使用 10 年以上的机床),这些设备缺乏数字化接口,无法直接接入 IIoT 系统;同时,不同品牌的设备(如西门子、施耐德)通信协议不统一,导致 “数据孤岛”。需通过加装网关、协议转换软件解决兼容问题。
复合型人才缺口
IIoT 落地需要既懂 “工业生产”(OT,操作技术),又懂 “信息技术”(IT,如数据分析、AI)的复合型人才。目前制造业传统技术人员 IT 能力不足,IT 人员缺乏工业知识,导致项目落地效率低。需通过企业内训、高校专业建设弥补缺口。
初期投入成本高
IIoT 部署涉及传感器、网关、工业互联网平台、软件系统等硬件 / 软件采购,以及旧设备改造、人员培训等成本,中小企业难以承担。目前部分地区政府通过 “数字化转型补贴” 降低企业负担,同时也有平台提供 “按需付费” 的云服务模式(降低初始投入)。

五、IIoT 在制造业的未来趋势
AI 与 IIoT 深度融合:从 “监测” 到 “决策”
未来 IIoT 将从 “数据采集 + 异常报警” 升级为 “自动决策 + 执行”,例如:系统通过 AI 分析生产数据后,自动调整机床工艺参数以优化产品质量,或自动调度 AGV 完成物料转运,无需人工干预(即 “自主化生产”)。
工业元宇宙:虚实融合的生产场景
基于数字孪生技术,构建 “虚实映射” 的工业元宇宙场景:工程师可在虚拟空间中模拟生产线改造、新设备调试,再将优化方案同步至物理世界;工人可通过 VR 设备接受远程操作培训,提升技能效率。
绿色 IIoT:助力 “双碳” 目标
IIoT 将成为制造业减排的核心工具:通过实时监测车间能耗、碳排放数据,优化设备运行策略(如错峰生产);同时,利用 IIoT 实现废旧设备 / 零部件的追踪与循环利用,推动 “循环制造”。
标准化与生态化:降低落地门槛
行业将逐步统一 IIoT 通信协议、数据接口标准(如国际电工委员会 IEC 的 IIoT 标准),解决设备兼容问题;同时,龙头企业(如华为、三一重工)将构建 “IIoT 生态平台”,整合传感器、软件、服务供应商,为中小企业提供 “一站式” 解决方案,降低落地难度。
总结
IIoT 不仅是制造业的 “技术工具”,更是推动产业模式变革的核心力量 —— 它让制造业从 “大规模量产” 转向 “柔性化、定制化”,从 “经验管理” 转向 “数据驱动”,从 “独立生产” 转向 “产业链协同”。尽管目前面临兼容性、成本、人才等挑战,但随着技术成熟与生态完善,IIoT 将成为未来制造业的 “标配”,支撑全球制造业向 “智能、高效、绿色” 转型。
请用手机扫码查看分享内容
 需求留言:
需求留言:
领先的边缘智能产品与解决方案提供商






华北地区负责人:17340067106(毛经理)
华东地区负责人:17358670739(甘经理)
华南、华西地区负责人:19113907060(耿女士)
软件算法咨询:18982151213(刘先生)
四川省成都市武侯区天府五街花漾锦江JR大厦B座7层(总部)
 试用申请
试用申请

 硬件设备咨询
软件算法咨询
硬件设备咨询
软件算法咨询
 在线客服
在线客服

 回到顶部
回到顶部


 商城
商城