一、系统核心架构:从 “信号采集” 到 “决策输出” 的闭环设计
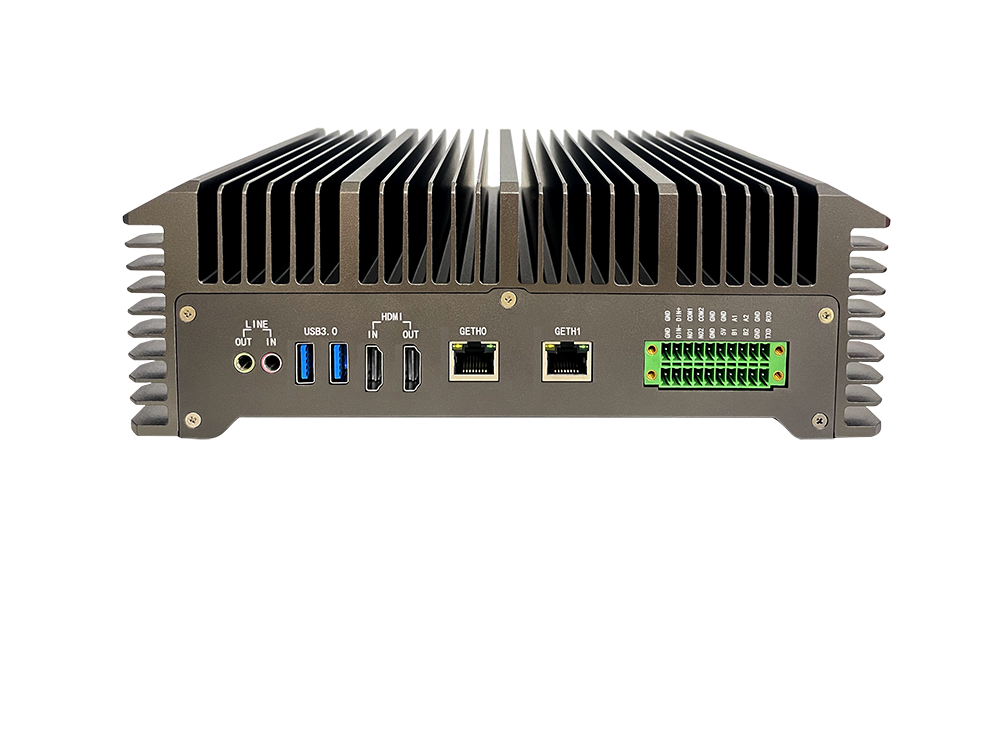
AI 边缘计算盒子与振动传感器的协同系统,需通过三层架构实现故障预测能力,各环节功能与技术参数如下:
架构层级 | 核心组件 | 核心功能 | 关键技术指标 |
感知层 | 振动传感器(压电 / MEMS) | 采集设备振动位移、速度、加速度信号 | 量程:±20g(工业场景常用)频率响应:0.1-20kHz精度:±1% FS |
边缘处理层 | AI 边缘计算盒子 | 数据预处理、特征提取、AI 推理 | 采样率:1-10kHz(可配置)数据延迟:<50ms算力适配:5-50TOPS(依场景) |
执行 / 反馈层 | 工业 PLC、预警终端 | 故障报警、设备启停控制、数据上传 | 报警响应:<10ms控制接口:GPIO/RS485云端同步:仅异常数据(压缩率 90%) |
二、核心技术环节:如何从振动信号中 “读懂” 设备故障?
1. 信号预处理:过滤噪声,保留有效特征
工业环境中振动信号易受电机干扰、管道共振等噪声影响,边缘盒需先完成 3 步预处理:
降噪处理:通过小波变换算法过滤 1kHz 以下低频噪声(如地面振动干扰),保留设备故障特征集中的 2-15kHz 高频信号;
信号补全:针对传感器临时断连导致的数据缺失,采用线性插值算法补全,避免特征分析断层;
归一化:将振动加速度信号(单位:m/s²)转换为 0-1 区间的标准化数据,消除不同设备、不同传感器的量程差异,统一 AI 模型输入格式。

2. 故障特征提取:定位 “异常信号指纹”
边缘盒通过时域、频域双维度提取故障特征,精准区分不同类型的设备异常:
特征类型 | 提取指标 | 对应故障类型 | 案例数据 |
时域特征 | 峰值、有效值(RMS)、脉冲指数 | 轴承外圈磨损(峰值升高)、转子不平衡(RMS 波动) | 正常轴承 RMS:0.2-0.5m/s²磨损轴承 RMS:>0.8m/s² |
频域特征 | 频谱峰值、谐波分量(FFT 分析) | 齿轮断齿(特定频率峰值突增)、电机偏心(谐波分量增多) | 电机正常频率:50Hz偏心故障时:50Hz±2Hz 谐波占比 > 15% |
3. AI 故障预测模型:实现 “早期预警” 而非 “事后发现”
边缘盒采用轻量化 AI 模型,在有限算力下实现高准确率预测,常用模型及适配场景如下:
轻量模型(5-10TOPS 算力):
采用 CNN(卷积神经网络)架构,输入为 10 秒振动信号的频谱图(256×256 像素),可识别轴承磨损、转子不平衡等 5 类常见故障,准确率 > 92%,推理时间 < 30ms;
适配场景:中小型电机(功率 < 100kW)、水泵等单设备监测。
中高算力模型(10-50TOPS 算力):
采用 CNN-LSTM 混合模型,融合历史 1 小时振动数据时序特征,不仅能识别故障类型,还能预测故障恶化周期(如 “齿轮箱磨损将在 3 周后达到停机阈值”),预测误差 < 3 天,准确率 > 95%;
适配场景:风电主轴、大型压缩机等关键设备(停机损失 > 10 万元 / 次)。

三、分场景落地细节:不同行业的 “定制化监测方案”
1. 工业电机(如车间三相异步电机):预防 “突发停机”
传感器部署:在电机前后端轴承座上各安装 1 个压电振动传感器(如捷杰传感 VB24H),采用磁吸式安装(无需打孔,不影响设备运行);
监测重点:轴承磨损(2-8kHz 频谱峰值)、定子绕组松动(时域脉冲指数突增);
联动控制:当边缘盒预测 “轴承磨损将在 7 天内超标” 时,先推送预警信息至运维平台;若实时监测到 RMS 值 > 1.2m/s²(紧急阈值),立即通过 RS485 接口控制电机断路器跳闸,避免轴承卡死导致的电机烧毁。
落地效果:某汽车零部件厂应用后,电机故障停机率从 12% 降至 3%,年节省维护成本约 80 万元。
2. 风电风机(主轴与齿轮箱):降低 “高空运维难度”
传感器部署:在风机主轴两端、齿轮箱输入轴处安装防水型振动传感器(IP68 防护),耐受 - 30℃~60℃户外温度;
监测重点:主轴不对中(频域 5 倍转频处峰值)、齿轮箱断齿(转频谐波分量);
预测能力:边缘盒结合历史 1 年的振动数据,建立齿轮箱退化模型,提前 2-4 周预测故障,如某风电场通过预警提前更换齿轮箱,避免了高空紧急维修(单次维修成本 > 50 万元)。
数据传输:风机偏远地区网络不稳定,边缘盒采用 “本地存储 + 4G 定时上传” 模式,每天仅上传 1 次异常数据(约 50MB),避免流量浪费。
3. 机床设备(如 CNC 加工中心):保障 “加工精度”
传感器部署:在机床主轴箱、丝杠导轨处安装 MEMS 振动传感器(体积小,适配狭小空间);
监测重点:丝杠磨损(时域脉冲指数周期性波动)、主轴轴承过热(振动频率漂移);
精度联动:当边缘盒检测到丝杠振动异常(RMS>0.6m/s²)时,实时向机床 PLC 发送信号,自动降低加工进给速度(从 100mm/min 降至 60mm/min),避免零件尺寸超差;同时推送维护提醒,待批次加工完成后再停机检修,不影响生产进度。
落地效果:某精密机械厂应用后,零件报废率从 5% 降至 1.2%,年减少废品损失约 30 万元。

四、关键技术挑战与解决方案:应对工业场景的 “复杂干扰”
1. 多设备干扰:避免 “误报” 与 “漏报”
问题:车间内多台电机同时运行,传感器可能采集到邻机振动信号,导致边缘盒误判故障;
解决方案:边缘盒采用 “设备指纹标定” 技术,在设备空载运行时采集 30 分钟 “基准振动频谱”,后续监测中通过频谱比对,过滤与基准差异 < 5% 的邻机干扰信号,误报率从 15% 降至 2% 以下。
2. 传感器老化:保证长期监测精度
问题:振动传感器长期使用(>1 年)后可能出现灵敏度下降,导致数据偏差;
解决方案:边缘盒每月自动执行 1 次 “传感器校准”,向传感器发送标准振动信号(0.5m/s²,10kHz),对比反馈值与标准值的偏差,若偏差 > 5%,立即推送传感器更换提醒。
五、选型建议:如何匹配 “传感器 - 边缘盒” 组合?
设备类型 | 推荐振动传感器类型 | 边缘盒算力需求 | 核心功能配置 | 参考方案 |
中小型电机(<100kW) | 压电式振动传感器(磁吸安装) | 5-10TOPS | 基础故障识别(5 类)、本地报警 | 传感器:捷杰 VB24H边缘盒:瑞芯微 RK3588(带 NPU) |
风电 / 大型设备(>500kW) | 防水压电传感器(螺栓固定) | 20-50TOPS | 故障预测(含恶化周期)、4G 上传、PLC 联动 | 传感器:基恩士 GV20边缘盒:地平线 J5 |
精密机床 | MEMS 振动传感器(贴片安装) | 10-20TOPS | 精度联动控制、实时进给速度调节 | 传感器:博世 BMI088边缘盒:昇腾 310 |
总结:核心价值 —— 从 “被动维修” 到 “主动预测” 的转型
AI 边缘计算盒子与振动传感器的组合,本质是通过 “本地实时分析 + AI 提前预警”,将设备维护模式从 “故障后维修”(平均故障修复时间 24 小时)转变为 “预测性维护”(提前 2-4 周规划维修),最终实现三大价值:
降本:减少非计划停机损失(工业场景平均每小时停机损失 1-10 万元),降低维护成本 30%-50%;
提效:避免过度维护(如定期更换未故障零件),延长设备使用寿命 15%-20%;
安全:提前规避齿轮箱爆裂、电机烧毁等恶性故障,降低车间安全事故风险。
请用手机扫码查看分享内容
 需求留言:
需求留言:
领先的边缘智能产品与解决方案提供商






华北地区负责人:17340067106(毛经理)
华东地区负责人:17358670739(甘经理)
华南、华西地区负责人:19113907060(耿女士)
软件算法咨询:18982151213(刘先生)
四川省成都市武侯区天府五街花漾锦江JR大厦B座7层(总部)
 试用申请
试用申请

 硬件设备咨询
软件算法咨询
硬件设备咨询
软件算法咨询
 在线客服
在线客服

 回到顶部
回到顶部


 商城
商城